
Una, pilia ang husto nga aparato sa pagpainit
Ang pagtangtang sa plastik nga gibutang sa tornilyo pinaagi sa kalayo o pag-ihaw mao ang labing kasagaran ug epektibo nga pamaagi alang sa mga yunit sa pagproseso sa plastik, apan ang siga sa acetylene kinahanglan dili gamiton sa paglimpyo sa tornilyo.
Husto ug epektibo nga pamaagi: gamita ang usa ka blowtorch dayon pagkahuman gigamit ang tornilyo sa paglimpyo.Tungod kay ang tornilyo adunay kainit sa panahon sa pagproseso, ang pag-apod-apod sa kainit sa tornilyo parehas gihapon.

Ikaduha, pilia ang husto nga ahente sa pagpanglimpyo
Adunay daghang mga matang sa screw cleaners (screw cleaning materials) sa merkado, kadaghanan niini mahal ug lainlain ang epekto.Ang mga kompanya sa pagproseso sa plastik mahimong mogamit lainlaing mga resin aron makahimo mga materyales sa paglimpyo sa tornilyo sumala sa ilang kaugalingon nga mga kondisyon sa produksiyon.
Ikatulo, pilia ang hustong paagi sa pagpanglimpyo
Ang unang lakang sa paglimpyo sa screw mao ang pagpalong sa feeding insert, nga mao, pagsira sa feeding port sa ubos sa hopper;Dayon pakunhuran ang katulin sa tornilyo ngadto sa 15-25r/min ug ipadayon kini nga katulin hangtud nga ang pagtunaw sa dagan sa atubangan sa die mohunong sa pag-agos.Ang temperatura sa tanan nga mga zone sa pagpainit sa baril kinahanglan nga ibutang sa 200 ° C.Sa diha nga ang baril makaabot niini nga temperatura, ang pagpanglimpyo magsugod.
Depende sa proseso sa extrusion (ang mamatay mahimong kinahanglan nga tangtangon aron makunhuran ang peligro sa sobra nga presyur sa atubangan nga tumoy sa extruder), ang paglimpyo kinahanglan buhaton sa usa ka tawo: ang operator nag-obserbar sa katulin sa screw ug torque gikan sa control panel, samtang nag-obserbar sa presyur sa extrusion aron masiguro nga ang presyur sa sistema dili kaayo taas.Atol sa tibuok nga proseso, ang screw speed kinahanglan ibutang sulod sa 20r/min.Sa mga aplikasyon nga adunay ubos nga pressure dies, ayaw kuhaa ang die alang sa paglimpyo sa una nga lugar.Sa diha nga ang extrusion hingpit nga nakabig gikan sa pagproseso nga resin ngadto sa paglimpyo sa resin, ang mamatay gipahunong ug gikuha, ug unya ang screw gi-restart (sa sulod sa 10r / min) aron tugotan ang nahabilin nga paglimpyo sa resin nga mogawas.

Ikaupat, pagpili sa husto nga mga himan sa pagpanglimpyo
Ang tukma nga mga himan ug mga materyales sa pagpanglimpyo kinahanglan nga maglakip sa: mga gwantes nga dili makasugakod sa init, salaming, mga scraper nga tumbaga, mga brush nga tumbaga, wire mesh nga tumbaga, stearic acid, mga electric drill, mga punoan sa baril, panapton nga gapas.
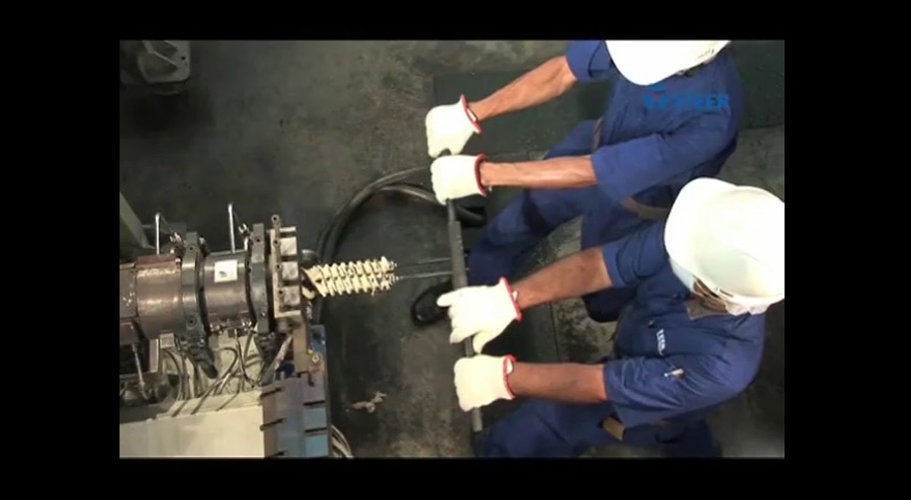
Sa higayon nga ang paglimpyo sa resin mohunong sa pag-extruding, ang screw mahimong makuha gikan sa device.Para sa mga screw nga adunay sistema sa pagpabugnaw, kuhaa ang linya sa hose ug swivel connection sa dili pa magsugod ang screw extraction device, nga mahimong ikabit sa gearbox.Gamita ang screw extraction device aron itulod ang screw sa unahan, ibutyag ang posisyon sa 4-5 screws para sa paglimpyo.
Ang limpyo nga resin sa tornilyo mahimong malimpyohan gamit ang copper scraper ug copper brush.Human malimpyohan ang salong sa paghinlo sa gibutyag nga tornilyo, ang himan iduso sa unahan sa 4-5 ka mga screw gamit ang screw extraction device ug ipadayon ang pagpanglimpyo.Gisubli kini ug sa kadugayan ang kadaghanan sa tornilyo giduso gikan sa baril.
Sa diha nga ang kadaghanan sa mga salong sa pagpanglimpyo gikuha, isablig sa pipila ka stearic acid sa screw;Dayon gamita ang tumbaga nga wire mesh aron makuha ang nahabilin nga nahabilin, ug pagkahuman ang tibuuk nga tornilyo gipasinaw sa tumbaga nga wire mesh, gamita ang panapton nga gapas alang sa katapusan nga pagpahid.Kung ang tornilyo kinahanglan nga maluwas, ang usa ka layer sa grasa kinahanglan ibutang sa ibabaw aron malikayan ang taya.

Ang paglimpyo sa baril mas sayon kay sa paglimpyo sa tornilyo, apan kini usab importante kaayo.
1. Kung nangandam sa paglimpyo sa baril, ang temperatura sa baril gitakda usab sa 200 ° C;
2. I-screw ang round steel brush ngadto sa drill pipe ug ang electric drill ngadto sa mga himan sa pagpanglimpyo, ug dayon ibalot ang steel brush gamit ang copper wire mesh;
3. Sa dili pa isulod ang himan sa pagpanglimpyo ngadto sa baril, isablig ang pipila ka stearic acid ngadto sa baril, o isablig ang stearic acid sa copper wire mesh sa himan sa pagpanglimpyo;
4. Human ang copper wire mesh mosulod sa baril, sugdi ang electric drill aron i-rotate kini, ug artipisyal nga himoon kini nga pabalik-balik hangtud nga kini nga paatras ug paatras nga paglihok mahimong walay pagsukol;
5. Human makuha ang tumbaga nga wire mesh gikan sa baril, gamita ang usa ka hugpong nga panapton nga gapas aron pagpahid balik-balik sa baril aron makuha ang bisan unsang limpyo nga resin o fatty acid residue;Human sa daghang ingon nga balik-balik nga pagpahid, ang paglimpyo sa baril makompleto.Ang hingpit nga gilimpyohan nga tornilyo ug baril andam na alang sa sunod nga produksiyon!

Oras sa pag-post: Mar-16-2023